
Top Return Idler Belt Conveyor for Efficient Material Handling
By:Admin
Company Introduction:
Founded in [year], {Company Name} has been a leading manufacturer of conveyor systems and components for [number] years. Our company has established a reputation for providing high-quality, innovative, and reliable conveyor solutions to a wide range of industries including mining, aggregate, construction, and bulk material handling. With a focus on continuous improvement and customer satisfaction, {Company Name} has become a trusted partner for companies looking for efficient and cost-effective conveyor solutions.
News Content:
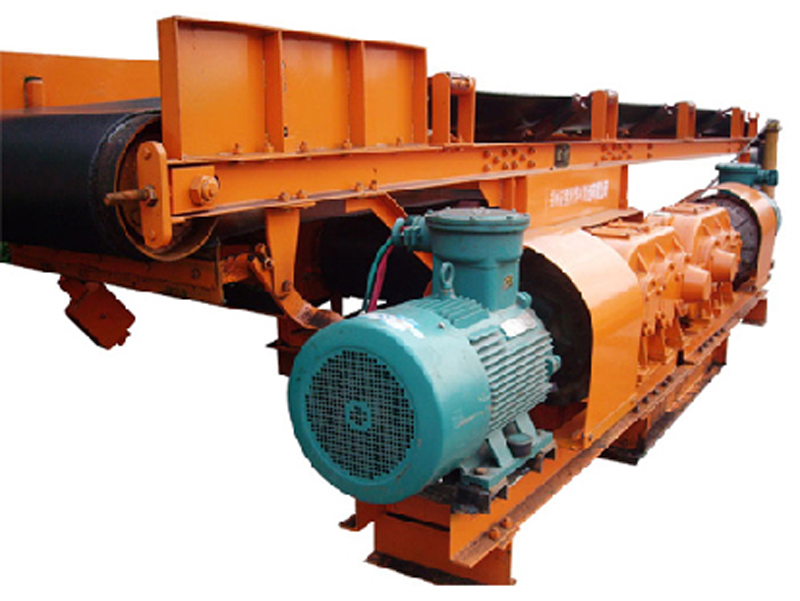
{Company Name} has recently introduced its latest innovation in conveyor technology with the launch of the new Return Idler Belt Conveyor. This state-of-the-art conveyor component is designed to improve the performance, reliability, and longevity of conveyor systems in various industrial applications. The Return Idler Belt Conveyor is engineered to provide superior support and stability to the conveyor belt, ensuring smooth and efficient material transportation.
The Return Idler Belt Conveyor features a robust and durable design that is capable of withstanding the harsh conditions often encountered in industries such as mining, quarrying, and heavy-duty material handling. The precision-engineered idler rolls are made from high-quality materials and are designed to minimize the risk of belt misalignment, premature wear, and damage to the conveyor belt. This not only improves the overall efficiency of the conveyor system but also helps to reduce maintenance and downtime, ultimately leading to cost savings for the operators.
One of the key features of the Return Idler Belt Conveyor is its innovative sealing system, which effectively prevents the ingress of contaminants and moisture into the bearing housing. This advanced sealing technology helps to extend the service life of the idler rolls and reduces the need for frequent maintenance, resulting in increased productivity and reduced operating costs for the end-users.
In addition to its robust construction and advanced sealing system, the Return Idler Belt Conveyor also incorporates ergonomic design principles to facilitate easy installation, maintenance, and replacement. This user-friendly design not only saves time and labor but also enhances the safety of maintenance personnel, contributing to a healthier and more efficient work environment.
As part of its commitment to quality and customer satisfaction, {Company Name} conducts rigorous testing and quality control measures to ensure that the Return Idler Belt Conveyor meets the highest industry standards for performance, reliability, and durability. This dedication to excellence has earned {Company Name} a reputation for delivering premium-quality conveyor solutions that exceed the expectations of its customers.
"We are excited to introduce the new Return Idler Belt Conveyor to our extensive range of conveyor components," said [Name], [Title] at {Company Name}. "This new product represents our ongoing commitment to innovation and continuous improvement in conveyor technology. We are confident that the Return Idler Belt Conveyor will bring significant benefits to our customers by enhancing the performance and reliability of their conveyor systems."
With the launch of the new Return Idler Belt Conveyor, {Company Name} continues to lead the way in providing superior conveyor solutions that meet the evolving needs of the industry. By combining cutting-edge technology, engineering expertise, and a customer-centric approach, {Company Name} remains a trusted partner for companies seeking reliable and efficient conveyor systems and components.
Company News & Blog
Revolutionary Automatic Conveyor Belt System Improves Productivity in Manufacturing Industry
Efficient Belt for Loading: Enhancing Workplace Productivity and Safety
The Belt For Loading: Revolutionizing the Way Materials Are Transported In today's fast-paced world, companies are looking for more efficient and innovative ways to move their materials and goods from one place to another. One company in particular has been leading the charge in this area, and has quickly become a go-to solution for many organizations - Belt For Loading.Belt For Loading, a manufacturer of conveyor belts, is changing the way materials are transported with its state-of-the-art technology. With its extensive use of automation and robotics, Belt For Loading has revolutionized the conveyor belt industry, making transportation faster, more reliable and more efficient than ever before.Founded in 2015, Belt For Loading has already made significant strides in the industry, becoming one of the top conveyor belt manufacturers across the globe. The company has established itself as a leader in conveyor belt technology with a range of innovative solutions that are designed to meet the diverse needs of companies across various industries.With its cutting-edge automated technologies, Belt For Loading is able to produce conveyor belts that are far superior to traditional ones in terms of speed, reliability and precision. The company's conveyor belt systems are designed to transport various types of materials, including food, pharmaceuticals, and heavy machinery - safely and efficiently.Belt For Loading's conveyor belts have been designed with a great deal of attention to detail, with specific features that cater to the needs of each industry. For example, the belts for the food industry are made with materials that are safe to use with food and are designed in a way that ensures that there are no chances of contamination.The company's conveyor belts are equipped with sensors and other technological innovations that ensure they can operate 24/7 with minimum supervision. This makes the conveyor belt systems very reliable, and the quality of the materials transported is guaranteed to be maintained at a consistently high level.In addition to high performance, Belt For Loading prides itself in its environmental responsibility, as its conveyor belts have been designed to be energy-efficient and eco-friendly. The company also has a rigorous and robust environmental policy to ensure that it complies with industry standards.To ensure the best quality of products and services, Belt For Loading employs a team of highly trained and experienced professionals. From the design of the conveyor belts to installation and maintenance, the team works with the client to ensure that the conveyor belt systems meet their exact specifications.The company has also invested heavily in research and development to ensure that it continues to be at the forefront of conveyor belt technology. Belt For Loading has made significant investments in automation and robotics to improve efficiency and reliability in its production and operations.Belt For Loading's commitment to innovation and quality has earned the company numerous accolades and recognition in the industry. Its conveyor belt systems have been installed in many high-profile industrial projects across the globe and have received glowing reviews from clients."Our goal is to continue to innovate in the industry and provide our clients with the best conveyor belt systems that cater to their specific needs," said a spokesperson for Belt For Loading. "We take pride in our work, and our team is committed to delivering the highest quality products and services to our clients."In conclusion, Belt For Loading is a company that has disrupted and transformed the conveyor belt industry with its innovative solutions. The company's use of automation and robotics has led to unparalleled efficiency and reliability, and its focus on quality and customer satisfaction has established it as a leader in the industry. Given its stellar track record, there is little doubt that Belt For Loading will continue to change the way materials are transported and become an even more significant player in the industry in the years to come.
Highly Efficient Overhead Conveyor System for Streamlined Operations
Overhead Conveyor System, the latest addition to the innovative line of products offered by {company name}, is set to revolutionize the way materials and products are transported within manufacturing and distribution facilities. This cutting-edge conveyor system is designed to increase efficiency, reduce labor costs, and improve overall productivity for businesses across a wide range of industries.The Overhead Conveyor System is a versatile solution that can be tailored to meet the specific needs of each customer. Its modular design allows for easy customization and integration with existing production processes, making it an ideal choice for companies looking to streamline their operations without the need for extensive retooling or construction.One of the key features of the Overhead Conveyor System is its ability to transport heavy loads with ease. With a maximum load capacity of {insert capacity}, this system is capable of handling a wide variety of products, from small components to large assemblies. This makes it an ideal choice for manufacturers in industries such as automotive, aerospace, and heavy machinery, where the ability to move heavy items quickly and efficiently is essential.In addition to its impressive load capacity, the Overhead Conveyor System is also designed to maximize floor space and minimize the need for manual handling. By transporting products and materials above the production floor, this system helps to free up valuable space for other operations and reduces the risk of injuries and accidents associated with manual material handling.Another key advantage of the Overhead Conveyor System is its ability to improve production flow and reduce cycle times. By automating the movement of materials and products, this system helps to eliminate bottlenecks and inefficiencies in the production process, allowing businesses to increase output and meet tight deadlines without compromising on quality.The Overhead Conveyor System is also equipped with advanced tracking and monitoring capabilities, allowing businesses to keep a close eye on the status and location of their products at all times. This level of visibility not only helps to improve inventory management and order fulfillment but also provides valuable data for process optimization and continuous improvement initiatives.The ability to easily expand and reconfigure the Overhead Conveyor System is another key selling point for businesses looking to future-proof their operations. As a company grows and evolves, its production needs may change, and the flexibility of this system allows for easy adjustments and expansions without the need for significant investment or downtime.With its state-of-the-art technology, robust design, and commitment to quality and reliability, the Overhead Conveyor System is a game-changer for businesses looking to stay ahead of the competition and drive sustainable growth.{Company name} has a long-standing reputation for delivering innovative and reliable material handling solutions tailored to the unique needs of each customer. With a team of experienced engineers and technical experts, the company is dedicated to providing end-to-end support, from initial concept and design to installation, training, and ongoing maintenance.By offering a comprehensive range of products and services, {Company name} has earned the trust of customers across a wide range of industries, from small businesses to multinational corporations. The addition of the Overhead Conveyor System to its portfolio further strengthens the company's position as a leading provider of advanced material handling solutions that deliver tangible results and a significant return on investment for its customers.In conclusion, the Overhead Conveyor System from {company name} is set to make a significant impact on the material handling industry, offering businesses a reliable, flexible, and efficient solution for transporting products and materials throughout their facilities. With its advanced features, customizable design, and dedication to quality and customer satisfaction, this system is poised to become the go-to choice for businesses looking to optimize their production processes and achieve sustainable growth in today's competitive marketplace.
Highly Efficient and Versatile Conveyor Belt System for Material Handling Applications
In today's fast-paced and ever-growing industrial landscape, the efficient movement of products and materials is more important than ever. That's why the introduction of the Hugger Belt Conveyor by {} is a game-changer for the industry. With its innovative design and advanced technology, this conveyor system is set to revolutionize the way products are transported and handled.The Hugger Belt Conveyor is a cutting-edge system that utilizes a unique method of conveying products. Unlike traditional belt conveyors, this system features a series of individual belt segments that are closely spaced together. This design allows the conveyor to "hug" the products as they move along the belt, providing a gentle and secure way of transporting even the most delicate items. The close spacing of the belt segments also prevents small items from getting caught or lost in the conveyor system, ensuring a smooth and efficient operation.One of the key features of the Hugger Belt Conveyor is its versatility. This system is capable of handling a wide range of products, from small and lightweight items to larger and heavier loads. The conveyor can be easily adjusted to accommodate different product sizes and shapes, making it an ideal solution for a variety of industries, including food and beverage, pharmaceuticals, and manufacturing.In addition to its versatility, the Hugger Belt Conveyor is also designed with efficiency and productivity in mind. The system is equipped with advanced automation technology, including sensors and controls that allow for precise tracking and positioning of products. This not only ensures smooth and consistent movement along the conveyor, but also minimizes the risk of product damage or loss. Furthermore, the conveyor is designed to be low-maintenance, reducing downtime and increasing overall productivity.The Hugger Belt Conveyor is also designed with safety in mind. With its close belt spacing and gentle product handling, this system minimizes the risk of injuries and accidents in the workplace. Additionally, the conveyor is equipped with safety features such as emergency stop buttons and protective guards, further ensuring the well-being of workers and the integrity of the products being transported.{} is a leading provider of innovative conveyor systems and material handling solutions. With a strong focus on quality, reliability, and customer satisfaction, the company has established itself as a trusted partner for businesses across a wide range of industries. The introduction of the Hugger Belt Conveyor is a testament to the company's commitment to innovation and excellence, providing its customers with the latest in conveyor technology.The launch of the Hugger Belt Conveyor is a major milestone for both {} and the industry as a whole. With its unique design, advanced technology, and focus on efficiency and safety, this system is set to revolutionize the way products are transported and handled. As businesses continue to strive for greater productivity and performance, the Hugger Belt Conveyor provides a solution that is not only reliable and versatile, but also tailored to meet the evolving needs of modern industries. With {} leading the way, the future of conveyor systems looks brighter than ever.
How to Use a Conveyor Belt Lacing Kit?
Conveyor Belt Lacing Kit Facilitates Seamless Operations within Industrial SettingsManufacturing companies understand the importance of having efficient and reliable conveyor systems. The smooth running of these systems ensures optimal production output and minimizes downtime. One crucial component of the conveyor system is the lacing system. The lacing system is responsible for connecting the belt to the pulley and ensuring it runs smoothly. To provide a solution to the frequent breakdown of conveyor belts, a company, whose name will remain anonymous, has introduced a Lacing Kit that promises to reduce repair time and minimize maintenance costs.The Lacing Kit is designed to address the challenges that come with maintaining conveyor systems. It simplifies the process of belt splicing, giving technicians greater precision and ease of installation. The Lacing Kit also offers a more permanent solution to common issues such as belt tearing, which is often caused by inadequate lacing. The product is suitable for use in various applications, including smelters, mines, as well as packaging and food processing plants.The introduction of the new Lacing Kit is a significant milestone for the manufacturing industry. Industrial belts often undergo wear and tear due to the harsh operating conditions, eventually leading to tear and ruptures. These breakdowns often come with a massive financial burden for the company, in addition to lost production time. However, with this new innovation, the company is hopeful that these problems will be kept at bay, ensuring seamless operations.The Lacing Kit comes with various features that aim to offer a long-lasting solution that will save time and money for the company. Firstly, it is made from premium materials that guarantee durability, even when subjected to high-stress conditions. Secondly, it is designed to be easy to install and manage. Technicians only need to follow the clear guide and utilize the appropriate tools, and the lacing will be ready for use within minutes. Lastly, the product is adjustable to fit multiple belt sizes, thus eliminating the need for purchasing multiple kits.The Lacing Kit is flexible enough to fit the requirements of various industries. In the mining industry, the conveyor belts may be subjected to heavy loads, which can cause breakages. The Lacing Kit offers a robust and durable solution that ensures operations continue as usual without the need for constant repairs. The food processing industry requires belts that are sanitary and hygienic. The Lacing Kit is non-toxic and meets the FDA regulations for food contact materials. For packaging plants, this product can help prevent disruptions that may arise from a poorly installed lacing system. The company ensures that this product meets all the necessary standards for all industrial applications, making it ideal for most conveyor belt types.The introduction of the Lacing Kit signifies the company's commitment to providing innovative and quality products to their customers. The product has undergone rigorous testing and refinement to ensure that it meets the needs of various industries. The company has invested in state-of-the-art technology to manufacture the Lacing Kit, ensuring that it is precise and of high quality. In addition, the product comes with a warranty, a testament to the confidence the company has in the product's performance.In conclusion, conveyor systems are critical in maintaining efficient and reliable production processes within various industries. The lacing system plays an essential role in ensuring that the conveyor belt runs smoothly as it transfers the product from one stage to another. The introduction of the Lacing Kit is a welcome solution for the manufacturing industry, offering a long-lasting and easy-to-install alternative that saves time and money. The Lacing Kit's features and benefits provide a more permanent solution to common issues such as belt tearing. The product's durability, ease of installation, and flexibility in fitting various belt sizes make it ideal for all industrial applications. The company's dedication to providing high-quality and innovative products underscores its commitment to improving its customers' performance.
High Density Polyethylene Conveyor Idlers: Durable and Efficient Solutions for Material Handling Systems
Hdpe Conveyor Idlers revolutionizing the material handling industryThe global material handling industry has witnessed a significant change with the introduction of Hdpe Conveyor Idlers by [Company Name]. These innovative idlers are made of high-density polyethylene (HDPE) material, which offers exceptional durability, reduced weight, and increased performance compared to traditional steel idlers. With their superior design and construction, Hdpe Conveyor Idlers are proving to be a game changer in the conveyor system market.[Company Name] is a renowned manufacturer and supplier of conveyor components, offering a wide range of products designed to meet the diverse needs of material handling applications. With a strong focus on innovation and quality, the company has established itself as a leader in the industry, providing reliable solutions to its customers worldwide.The Hdpe Conveyor Idlers offered by [Company Name] are specifically engineered to deliver optimal performance in various material handling environments. The use of HDPE material ensures that the idlers are resistant to corrosion, abrasion, and wear, making them suitable for use in even the most demanding conditions. Additionally, their lightweight construction reduces energy consumption and contributes to a more sustainable and environmentally-friendly operation.One of the key advantages of Hdpe Conveyor Idlers is their low maintenance requirements. Unlike traditional steel idlers, which often need frequent lubrication and replacement due to wear and tear, Hdpe Conveyor Idlers are designed to be virtually maintenance-free. This not only saves time and resources but also minimizes downtime and operational disruptions, leading to increased productivity and cost savings for the end-users.Furthermore, Hdpe Conveyor Idlers offer excellent impact resistance, ensuring smooth and efficient operation even when handling heavy or abrasive materials. This durability and reliability significantly contribute to the longevity of conveyor systems, reducing the need for frequent repairs and replacements.In addition to their functional benefits, Hdpe Conveyor Idlers also contribute to a safer working environment. The lightweight nature of the idlers makes installation and maintenance safer and easier for personnel, reducing the risk of workplace accidents and injuries. This focus on safety aligns with [Company Name]'s commitment to providing solutions that not only improve efficiency but also prioritize the well-being of workers.The introduction of Hdpe Conveyor Idlers has been widely praised by industry experts and customers alike. The idlers have proven to be a cost-effective alternative to traditional steel idlers, offering long-term savings and improved performance. Furthermore, [Company Name] has provided comprehensive support and technical expertise to ensure seamless integration and operation of the Hdpe Conveyor Idlers in various material handling applications.With the increasing demand for efficient and sustainable material handling solutions, Hdpe Conveyor Idlers are set to play a crucial role in shaping the future of the industry. [Company Name]'s commitment to innovation and excellence has positioned them as a trusted partner for companies looking to optimize their conveyor systems and maximize operational efficiency.In conclusion, Hdpe Conveyor Idlers by [Company Name] represent a significant advancement in the material handling industry. Their superior performance, durability, and sustainability make them a preferred choice for companies looking to enhance their conveyor systems. As the industry continues to evolve, [Company Name] remains at the forefront of delivering innovative solutions that drive progress and success for its customers.
Essential Spare Parts for Efficient Chain Conveyors - A Comprehensive Guide
Chain Conveyor Spare Parts, based in the United States, is a top global company that specializes in providing high-quality conveyor spare parts. The company boasts over 50 years of experience in the industry and has successfully expanded its services worldwide. Chain Conveyor Spare Parts prides itself on its unparalleled level of customer satisfaction, quality, and innovation. The expert team at Chain Conveyor Spare Parts continuously strives to deliver unique and innovative solutions to clients in various sectors, including automotive, food, packaging, beverage, petrochemical, and many more.Chain Conveyor Spare Parts is renowned for offering a comprehensive range of conveyor spare parts, including stainless steel chains, conveyor sprockets, wear strips, conveyor belts, drive chains, conveyor rollers, and much more. Moreover, the company also provides customized conveyor solutions, from conveyor design, fabrication, installation, testing, and maintenance. Indeed, this has contributed to the company's reputation for providing exceptional customer service, making it highly preferred by its esteemed clients.The conveyor spare parts provided by the company are of exceptional quality. The spare parts undergo rigorous testing and quality assurance checks before being delivered to the client. Chain Conveyor Spare Parts understands the importance of reliability, performance, and efficiency of conveyor systems that make up a production line. The company ensures only top-tier and high-performance spare parts are provided to clients, which significantly reduces downtime, maintenance costs, and enhances overall productivity.The company also recognizes the impact of technological advancements and innovations in conveyor systems. The team of experts a Chain Conveyor Spare Parts is always at the forefront in the integration of the latest technologies, such as automation, robotics, and artificial intelligence, to ensure the improvement of the spare parts and conveyor systems. Consequently, clients of Chain Conveyor Spare Parts gain an added value by receiving cutting-edge conveyor solutions that ultimately results in faster production, increased efficiency, and cost savings.Moreover, the company has a global reach, providing tailor-made conveyor solutions to business and industries across the world. Chain Conveyor Spare Parts' mission is to supply high-quality conveyor spare parts, support, and guidance, regardless of customers' location. The company has achieved this by establishing a vast network of carefully selected partners and distributors worldwide. It has also established several offices and warehouses in strategic locations in Europe, Asia, and the Americas.In conclusion, Chain Conveyor Spare Parts is the go-to company for businesses, and industries seeking to rely on high-quality conveyor spare parts and solutions. The company's experience, combined with customer-centric leadership and innovative technologies, has propelled it to the top of the conveyor solutions industry. Chain Conveyor Spare Parts' global presence and established network of partners worldwide affirm its commitment to providing superior and reliable services. The company is committed to delivering exceptional customer service, top-quality spare parts, and innovative solutions that optimize productivity, efficiency, and profitability for its clients. Ultimately, Chain Conveyor Spare Parts aims to help its clients achieve their business goals and help them grow.
Efficient Bucket Wheel Reclaimer Model for Industrial Use
Industrial Equipment Company introduces new Bucket Wheel Reclaimer ModelIndustrial Equipment Company is proud to announce the launch of their latest Bucket Wheel Reclaimer Model, designed to meet the growing demands of the material handling industry. The new model, which combines cutting-edge technology and innovative design, promises to revolutionize the way materials are handled and processed in the industrial sector.The Bucket Wheel Reclaimer, a crucial component in the material handling process, is used to recover bulk materials such as coal, iron ore, limestone, and other commodities from a stockpile. The new model, which has been developed after years of research and development, offers a range of advanced features and benefits that set it apart from traditional reclaimers in the market.One of the key highlights of the new Bucket Wheel Reclaimer Model is its efficiency and productivity. Equipped with a state-of-the-art bucket wheel and conveyor system, the reclaimer is capable of handling large volumes of materials with ease and precision. This not only improves overall operational efficiency but also reduces downtime and maintenance costs, making it an ideal choice for industries with high material handling requirements.In addition to its superior performance, the new model also boasts of advanced safety features and environmental sustainability. With automated safety systems and real-time monitoring capabilities, the reclaimer ensures a safe working environment for operators and maintenance personnel. Furthermore, it is designed to minimize dust emissions and spillage, thus contributing to a cleaner and healthier work environment."We are extremely excited to introduce our latest Bucket Wheel Reclaimer Model to the market," said the spokesperson of Industrial Equipment Company. "This reclaimer is the result of our commitment to innovation and excellence in engineering. We have incorporated the latest technological advancements and industry best practices to create a product that not only meets but exceeds the expectations of our customers."Industrial Equipment Company, a leading manufacturer and supplier of material handling equipment, has a proven track record of delivering high-quality products and exceptional customer service. With a strong focus on continuous improvement and customer satisfaction, the company has earned a reputation for being a reliable and trustworthy partner for industries across the globe.The introduction of the new Bucket Wheel Reclaimer Model further solidifies Industrial Equipment Company's position as a frontrunner in the material handling industry. The company's dedication to providing innovative solutions and pushing the boundaries of technology is evident in every aspect of the new reclaimer, from its design and performance to its safety and environmental features."We believe that the new Bucket Wheel Reclaimer Model will set a new standard for efficiency, safety, and sustainability in the material handling industry," the spokesperson added. "We are confident that this product will not only meet the current needs of our customers but also anticipate their future requirements, making it a valuable investment for their operations."As Industrial Equipment Company continues to expand its product range and reach new milestones in engineering and innovation, the introduction of the new Bucket Wheel Reclaimer Model is a testament to the company's unwavering commitment to excellence. With its advanced features, unmatched performance, and customer-centric approach, the new reclaimer is poised to make a significant impact in the material handling industry, setting a new benchmark for quality and reliability.
Efficient and Reliable Unloading Belt Solutions for Your Business Needs
[Company Name] Unveils Advanced Unloading Belt for Increased Efficiency[City, Date] – [Company Name], a leader in manufacturing and technology solutions, has recently announced the launch of its new and improved Unloading Belt. The unloading belt is designed to streamline the process of unloading materials and products, making it more efficient and seamless for businesses across various industries.The Unloading Belt is equipped with advanced technology and features that make it stand out from other similar products in the market. With a focus on efficiency and safety, the Unloading Belt is designed to meet the demands of modern businesses and help them improve their operational processes.One of the key features of the Unloading Belt is its high capacity and speed, allowing for the quick and efficient unloading of materials and products. This is particularly beneficial for companies dealing with large volumes of materials on a regular basis, as it can significantly reduce the time and labor required for unloading processes.In addition, the Unloading Belt is equipped with advanced safety features to ensure the protection of workers and the materials being unloaded. This includes automated monitoring systems and alarms to alert operators of any potential issues or hazards, as well as built-in safety mechanisms to prevent accidents and injuries.Moreover, the Unloading Belt is designed to be highly customizable, allowing businesses to tailor it to their specific needs and requirements. From adjustable speed and capacity settings to various options for material handling, the Unloading Belt can be adapted to suit the unique demands of different industries and applications.Furthermore, the Unloading Belt is built to be durable and long-lasting, requiring minimal maintenance and ensuring reliable performance over an extended period of time. This makes it a cost-effective solution for businesses looking to improve their unloading processes without having to constantly invest in repairs and replacements.[Company Name] has a long-standing reputation for delivering innovative and high-quality products to its customers. With a focus on continuous research and development, the company is dedicated to pushing the boundaries of technology and engineering to create solutions that address the evolving needs of businesses in various industries.The Unloading Belt is the latest addition to [Company Name]'s extensive product line, which includes a wide range of solutions for material handling, automation, and industrial processes. By leveraging its expertise and experience in these areas, the company is able to offer comprehensive and reliable solutions that help businesses improve their productivity and efficiency.In addition to its commitment to product innovation, [Company Name] is also known for its excellent customer service and support. With a team of highly skilled and knowledgeable professionals, the company offers comprehensive assistance to its customers, from initial product inquiries to installation and maintenance services.The launch of the Unloading Belt reflects [Company Name]'s ongoing dedication to providing valuable and impactful solutions to its customers. By introducing a product that addresses the specific challenges and needs of businesses in material handling and unloading processes, the company is poised to make a significant impact on the industry.As businesses continue to seek ways to optimize their operations and improve their efficiency, the Unloading Belt by [Company Name] has the potential to become a game-changer. With its advanced technology, customizable features, and focus on safety and reliability, it is set to deliver tangible benefits to businesses across various sectors.In conclusion, the launch of the Unloading Belt by [Company Name] represents a significant milestone in the company's commitment to innovation and excellence. With its advanced features and capabilities, the Unloading Belt is poised to become a valued asset for businesses seeking to streamline their unloading processes and enhance their overall operations.
The Ultimate Guide to Conveyor Guide Rails: Everything You Need to Know
Conveyor Guide Rail (CGR) has long been a leading company in the field of conveyor system solutions. With their innovative technology and exceptional customer service, CGR has set itself apart as an industry leader.Founded in [year], CGR has built a strong reputation for providing high-quality conveyor system components to industries ranging from automotive to food processing. The company's dedication to excellence and commitment to meeting the unique needs of their clients has made them a trusted partner for businesses around the world.One of CGR's key products is their conveyor guide rail system, which is designed to efficiently and safely guide products along a conveyor belt. This system is essential for ensuring smooth and reliable operation of conveyor systems, and CGR has perfected the design and manufacturing process to offer the highest quality guide rails on the market.In a recent announcement, CGR revealed that they have made some significant improvements to their conveyor guide rail system. These upgrades include enhanced durability and flexibility, as well as improved compatibility with a wider range of conveyor belt systems. These updates are the result of CGR's ongoing commitment to innovation and their tireless efforts to meet the evolving needs of their customers."We are constantly seeking ways to improve our products and provide the best possible solutions for our clients," said [spokesperson], [title] at CGR. "Our latest advancements in conveyor guide rail technology are a testament to our dedication to excellence and our commitment to staying ahead of the curve in the industry."The improved conveyor guide rail system from CGR offers several key benefits for businesses in various industries. The enhanced durability means that the guide rails will withstand heavy usage and maintain their effectiveness over time, resulting in lower maintenance costs and greater overall efficiency. Additionally, the increased flexibility and compatibility of the system make it easier for businesses to integrate the guide rails into their existing conveyor setups, saving time and resources.CGR's conveyor guide rail system is available in a range of configurations to accommodate different conveyor belt designs and product handling needs. This flexibility, combined with the company's dedication to custom solutions, allows CGR to meet the unique requirements of each client and provide tailored conveyor system solutions that deliver optimal performance."We understand that every business has its own set of challenges and requirements when it comes to conveyor systems," said [spokesperson]. "That's why we make it a priority to work closely with our clients to develop solutions that are perfectly suited to their specific needs. Our improved conveyor guide rail system is just one example of how we are continually striving to provide the best possible products and services to our customers."As businesses continue to seek ways to improve their production processes and maximize efficiency, CGR's conveyor guide rail system stands out as a reliable and cost-effective solution. With their latest advancements, CGR is poised to further solidify its position as a leader in the conveyor system solutions industry, and their commitment to excellence ensures that their clients will continue to receive top-quality products and unparalleled support for their conveyor system needs.In conclusion, the improvements to CGR's conveyor guide rail system represent a significant step forward for the company and the industries they serve. With a focus on durability, flexibility, and custom solutions, CGR is well-positioned to meet the evolving demands of businesses around the world and provide the conveyor system solutions they need to thrive.